

Energy derived from burning waste (Waste to Energy, WtE) and biomass is growing rapidly as countries seek to increase green power generation, avoid landfill and recover the captured energy. Whilst some operators commission and build new, purpose designed WtE boilers, others retrofit existing boilers designed to burn conventional fuels e.g. coal, to convert to waste or biomass fuel, either 100% or through a co-firing process. The change in fuel type and composition means that new corrosion and erosion mechanisms are generated by the fuels and gases of the combustion zone within these boilers, which will cause unpredictable and often highly damaging and costly results.
Many operators and engineers cite Chlorine (Cl) as the principal ‘bad actor’ when it comes to Biomass or WtE corrosion and they all refer to changes in Cl concentration as their main concern. Molten salts and other agents also tend to be present exacerbating and accelerating corrosion problems.
Evaluating Alternatives – Weld Metal Overlay
Many boilers are designed and fabricated with weld metal overlay (WMO) installed in critical areas at risk from erosion/corrosion. Often, over time and during continued operation, accelerated corrosion is then observed on the unprotected tubes beyond the WMO section e.g. in the second pass (commonly referred to as ‘corrosion creep’), in this case the scope of tube area protected by a corrosion barrier needs to be extended. In many instances, the conventional solution is to have the affected sections removed and replaced with new tube panels which are protected with a WMO corrosion barrier applied in the shop. However, replacing water wall sections can cause long downtimes and additional problems, such as distortion and surface geometry irregularities at the butt weld, among others. WMO is particularly challenging in instances where external furniture is involved. The alternative of field WMO application on-site is difficult to manage from a quality perspective, may not be possible on thinner tube sections and is time consuming, extending plant stoppages.

In other cases, in certain parts of the boiler, the applied WMO can start to show signs of accelerated wastage due to corrosion after only one or two years in service. This original investment needs to be protected from further rapid degradation which risks the integrity of the underlying water wall.

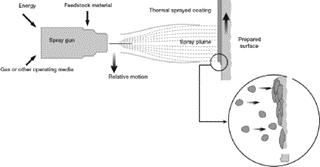
Evaluating Alternatives – Thermal Spray
Thermal spray technology has been utilized for the application of Corrosion Resistant Alloys (CRA) in the power industry since the 1980s, spraying metal alloys widely used in the WMO process. However, it was quickly understood that the thermal spray process itself negatively affects the properties of the alloy being sprayed. The resulting as applied cladding, when using off-the-shelf metal alloy wires and conventional thermal spray equipment, was permeable. This permeability due to porosity, high internal stress, encapsulated oxides and lower bond strengths with the base metal created a perfect pathway for corrosion and premature failure. Quite the opposite of the desired result. These early failures resulted in a universal distrust of thermal spray technology. At the same time, this provided a huge opportunity: Is it possible to improve the bond strength and reduce the permeability, porosity, oxides and internal stress of the as applied thermal-spray coating?
Thermal Spray Evolution – High Velocity Alloy Cladding
A handful of engineers and material scientists at Integrated Global Services (IGS) successfully developed a solution to this problem by redesigning both the conveyancing equipment used to apply the metal alloy and the metal alloy feedstock material itself.
Bond Strength
The problem of the bond strength between the thermal spray applied metal particles and the substrate was solved by increasing the spray velocity and improving the quality of the substrate surface preparation. When the atomized molten metal particles propelled by the supersonic air flow hit the suitably prepared substrate, they splat like a pancake and are embedded into the substrate forming very tight bonds.
Creating an Impermeable Barrier
A further critical issue which needed to be addressed was the permeability of the thermal spray cladding. When the atomized metal droplets leave the thermal spray gun, during their flight to the substrate, they are exposed to the atmosphere and 21% oxygen. As a result, these high temperature molten droplets experience inflight oxidation. If not controlled, when the metal droplets land on the substrate, they are deposited with accompanying thin layer of oxide, compromising the permeability of the applied microstructure.
Integrated Global Services (IGS) has solved this issue of macro porosity with their High Velocity Alloy Cladding. Off-the-shelf alloys have been modified with unique alloying components to prevent inflight oxidation. By mitigating oxide formation, the corrosion performance and permeability of the protective barrier has been greatly improved.
Quality Assurance and Control
Several workshop thermal spray vendors have ventured into the on-site mission critical asset application market and their inconsistent results have arguably damaged the reputation of “thermal-spray applied cladding” as a whole. WMO has been successfully applied for decades as an engineered solution, with relevant Quality Control requirements for both the technician/operator (welder), the welding process and the welding alloy. As a result, there are multiple procedures, standard practices and controls that a client can follow to ensure the application standard and quality is appropriate. High Velocity Alloy Cladding (HVTS), on the other hand, is relatively new. Consequently, IGS had to develop multiple quality control systems, adapted from the established welding industry model, to ensure their applications would not follow the “thermal spray” experiences of the past.
Innovation in Corrosion Protection
IGS Subject-Matter Expert on Waste to Energy and Biomass Boiler coatings, Cyril Narjoz, said: “Some boiler operators believe that the application of Alloy 625 weld overlay is the only solution available to protect boiler water walls from waste/biomass-induced corrosion. This was indeed the case for many years, but IGS has now proven the performance of HVTS in several independent tests and arduous practical applications. With its on-site application being much faster and easier than weld overlay, HVTS has become the preferred option for corrosion protection with many operators. With IGS high velocity thermal spray applied alloy claddings (HVTS) our customers enjoy all the benefits of weld overlay without the drawbacks. Our application time is significantly faster, at 3-6 m2 per machine per shift.”


Case Studies and Further Information
IGS will be sharing their expertise on this topic in their upcoming webinar: Biomass and Waste to Energy Boiler Tube Maintenance, where they will be presenting several case studies where High Velocity Alloy Cladding has been utilized for the protection of bare tubes as well as protecting ageing Alloy 625 WMO.
The webinar will take place on the 27th of February at 10am and 4pm GMT. The presentation will be followed by a live Q&A. The recording will be available exclusively to the webinar registrants. Register today and select your preferred slot.
Summary
As the European waste to energy and biomass market rapidly grows, burning an ever increasing variety of different fuels, boiler engineers will face more arduous corrosion and erosion metal wastage challenges. IGS can provide an effective barrier to protect the existing pressure parts in-situ, which will prevent further metal loss and the requirement for water wall panel replacement.
However, when selecting a “thermal spray” system as a corrosion barrier, one needs to be aware of the vendor-to-vendor differences in the design, technology, application and performance of these systems. Customers should always request suitable references, evidence of operator experience and test reports which should be thoroughly reviewed to ensure the as applied CRA barrier will perform as expected.